
所谓PM是预防性维修(PreventiveMaintenance)和生产维修(ProductiveMaintenance)的英文首字母的略语,在日本设备工程协会的PM用语集上有如下定义。
预防维修-是指从预防医学的立场出发,对设备的异状进行早期发现和早期治疗。(注)在预防维修由国外引进我国的最初阶段:即算作PM。
生产维修-是提高设备生产效能的最经济的维修方法。其目的在于从设备的设计、制造、使用以致维修的全过程,换言之,也就是在设备的一生之中,设法减低设备本身价值和维修等有关设备使用的一切维修费用,以及由于设备劣化而带来的损失等全部费用,用以提高企业的生产效能。作为它的手段,有预防维修,事后维修,改善维修和维修预防。
我国最初引进PM的时候(约在1951年),对于事先防止设备故障的活动,叫做“预防维修”,其后,约在1954年,自从美国GE社特别强调提高生产效能以来,也就是提倡意味着赚钱维修的生产维修以来,PM就形成含有两种意义的词汇,而今天说PM就只是意味着“生产维修”。关于“预防维修”在日本语中多用预防保全一词。
2、PM的发展过程(参看表1)
PM 一词最初引进我国是在1951年(昭和26年),即所谓战后。那时,从废墟上重建了军需工业,随之以此力图转向现代化工业,逐渐走向活跃的开端。
在日本通过化学工业和其它,以所谓安装工业为中心的日本能率协会的顾问活动,用报告会、出版刊物等极力宣传;与其在发生故障之后才进行维修,不如采取美国那种更为经济的在发生故障之前就进行维修的PM方式,从而开始出现预防维修的热潮。
其后,在1954年(昭和29年),如上所述,根据GE社的经验又开始提倡生产维修。
表-1 PM发展过程
|
年代
|
1951年(昭和26年)
|
1954年(昭和29年)
|
1957年(昭和32年)
|
1960年(昭和35年
|
1962年(昭和37年)
|
1971年(昭和46年)
|
|
发展过程
|
PM
Produtive
Maintenance
PM
预防维修
|
PM
Produtive
Maintenance
PM
生产维修
|
CM
Corrective
Maintenance
CM
改善维修
|
MP
Maintenance
Prevention
MP
维修预防
|
Relability
Engineering
可靠性工程
|
TPM
Total PM
全员参加的PM
|
|
特征
|
我国最初引进预防修理中心
|
以提高生产为目的的维修,由美国GE社所提倡
|
强调改善,设备素质的改善
|
强调新设备的PM设计
|
强调可靠性和维修性
|
由日本设备工程协会提倡强调TPM
|
这个生产维修实际也包含着预防维修,也就是为了提高生产的经济效果的维修。
防止由于过分的预防维修(定期点检,提早维修等)而有损于原先重视的经济效果,这就是特别强调提出以“赚钱PM”为目的的理由。所以不仅预防维修,就要从设备的各种不同条件来考虑,按其设备、部位不同,有时也会有必须等待发生故障以后进行修理才合乎经济效果的情况。在这种情况下,当然,就不如采取在发生故障以后进行修理的办法,也就是所谓时候维修(BreakdownMaintenance)较为妥善。
大约从1957年(昭和32年)起,特别强调了要采取比预防维修更进一步的措施,力求从设备本身少出故障,缩短修理时间、延长使用寿命,开展了依靠设备改造、更新、改善质量来减少设备损坏和降低维修所需费用的运动。在这个意义上的设备质量改善措施就被称为改善维修(CorrectiveMaintenance)。
此外在设备设计阶段也强调了必须考虑维修预防(MaintenancePrevention),以期减少设备损坏和降低维修费用。
其后,因受美国航天工业的影响,在设备设计上追求了无故障,易维修的先进办法,这就是发展成为可靠性工程(ReliabilityEngineering)的由来。
经历了上述过程,回顾我国自从引进PM后的二十年间,在与日本工业发展的同时,由于对PM的重视,无论在技术上、技能上均有了显著的进步。
在这个过程中,由于大量成批生产,工人深受机械化、自动化的影响,以致情绪萎靡,同时环境、公害等一系列问题也逐渐突出,因此,对于人身的尊重如何,车间里士气如何,以及干劲如何等各方面开始被重视起来,于是群众便踊跃地自发地组织起ZD(安全无事故)小组和QC(质量管理)小组。
在这种背景之下以前的PM运动就发展成了全员参加的生产维修,即TPM运动。
3、PM的必要性及其目的
近来,不仅大型企业,而且中、小企业也由人工操作转为机械化,其结果不仅形成设备的增加,而且急速地向着复杂化、高级化、大型化、自动化发展,因此,和以前相比,对于各项制造过程生产计划,交货期、质量、成本、安全、环境保护(防止公害)等各方面,因设备不能适应而产生的问题其比例有按级数增大的趋势。
处于设备急速地迈向计算机控制和现代化发展的情况之下,如果管理人员、技术人员、维修人员和操作人员仍以老一套的水平从事工作的话,那么,将会引起使用不当和维修不当故障频出,乃至修理时间增加,结果造成不能按期完成计划,拖延交货期,产品质量低劣,成本增高,不断发生灾害事故,作业环境不良,公害严重情况,致使操作人员情绪低落厌倦工作,进而关系到整个公司发展,造成严重后果。(参看图1)

图1、由于PM运用不当而带来的影响
但是,尽管问题严重,有些企业却仍然在不同程度上发生着类似的情况。
为了使上述种种不当造成的损失减少到最低限度,PM运动确实是现代企业经营管理上不容忽视的极为重要的一环就容易理解了。如果再进一步,就不仅应该将种种不当造成的损失减少到最低限度,而且应该积极地提高设备的利用效率,从而使生产效果大大提高。
从这个道理来看,PM的目的(参看图2)就是在于减少故障次数和缩短修理时间,从而达到以下六点要求:
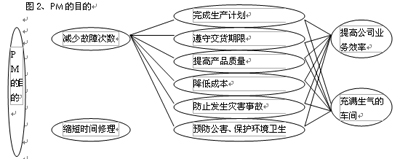
1、完成生产计划;2、遵守供货期限;3、提高产品质量;4、降低成本;5、防止灾害、事故、保证安全生产;6、预防公害并保持环境卫生。
通过开展这项工作并坚持下去,就能够使公司业务效率大大提高。由于操作人员看到公司业务的提高是由于自己做出了应有的贡献而产生出引为自豪的喜悦,并且处在一个既安全、又无公害而且对人尊重的环境之中。这样,就形成了一个充满生气的车间。(原载中岛清一著:我们的PM手册,第三页)。
4、生产和维修
现在假设我们对于PM和设备管理毫无认识,只是单纯地从追求生产活动来考虑,那么首先成问题的就是究竟能否顺利地完成产量计划。能否按期交货、能否做出合格的产品,并且能否按既定的成本进行生产,作业环境是否保持得好,操作人员是否鼓足干劲和有无公害等一系列问题。照此结果,如果还能使公司业务有所长进的话,那么这件事就令人难以理解了。
这些项目就是由企业生产活动的结果而产生的所谓生产率,它无疑地应当不断提高,正因这个道理,各企业同行之间都在设法尽最大的努力追求它。
如图3所示,在工厂里的一切活动,不外是为了提高生产效率,要用最少的资金、最少的人、设备和材料,努力设法达到产量高、质量好的效果。为了要达到这个目的,那么就有必要从设备管理上,工程管理上乃至质量管理上各个方面都必须采用各种独特手段很好地运筹才行。
在这里我们举出的关于设备管理问题请参看图3的矩阵图就可以明了它是关系到P.Q.C.D.S.M的所有有关生产率的问题了。因此,可以肯定地说,它在生产活动中是占有极为重要的地位。如上所讲,随着时代潮流所向,在工厂力原来由工人操作的工作,急速地改由设备来代替,虽然产业的部门不同,但是目前的整个事实表明,各个企业的生产依靠设备来完成的情况,确有日益大大增加的趋势。


咨询电话:13274045896
服务传真:023-67015863
电子邮箱:newlean@5sgl.com
在线咨询:![]()

